
 |
| Miejsce pochodzenia: | Chiny |
| Nazwa handlowa: | HD BOILER |
| Orzecznictwo: | ISO9001 , SGS , TUV , ASME , EN |
| Numer modelu: | membranowy panel wodny |
| Minimalne zamówienie: | 1 zestaw |
|---|---|
| Cena: | Negotiable |
| Szczegóły pakowania: | Pakiet żelaznej ramy |
| Czas dostawy: | 50 dni |
| Zasady płatności: | L / C, T / T, Western Union |
| Możliwość Supply: | 500 ton / miesiąc |
| Stan: | Nowy | Struktura: | Rurka ognia / wody |
|---|---|---|---|
| Paliwo: | Węgiel / gaz / węgiel / ciepło wodne | Nacisk: | Nadkrytyczne / Ultra nadkrytyczne |
| Specyfikacja: | Dostosowane | Obróbka powierzchniowa: | Dostosowane |
| uszczelka: | Pakiet żelaznej ramy | Materiał: | Stal węglowa / nierdzewna |
| High Light: | panele ścienne do wody kotłowej,rury ścienne do wody kotłowej |
||
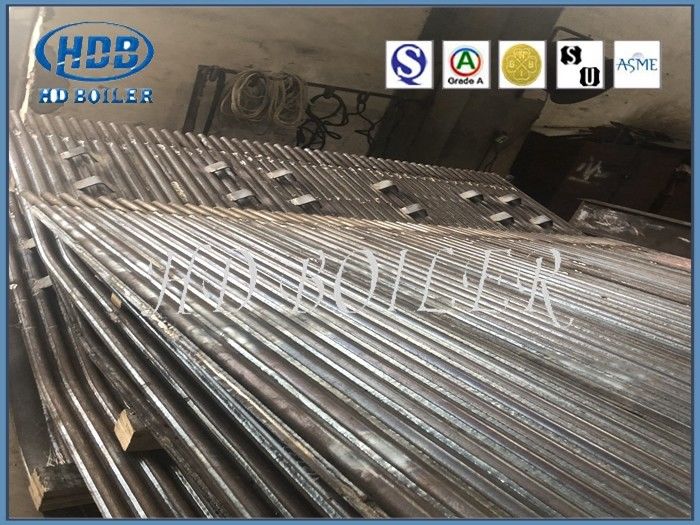
Wysokowytrzymała rura wodna z membraną Industrail Części zamienne do kotłów
Opis
Ściany membranowe były pierwotnie stosowane w elektrowniach lądowych i są coraz częściej stosowane w kotłach okrętowych. Początkowo doświadczenie zdobyte przy wykonywaniu dolnej części pieca na tyle zwartego, aby pomieścić ciekły popiół, zostało wykazane poprzez spawanie stali między rurami podłogowymi.
W obu tych metodach spawanie wzdłużne odbywa się za pomocą zautomatyzowanych procesów, a panele o wymaganym rozmiarze są przygotowywane do przyspawania bezpośrednio do kolektora lub, w niektórych przypadkach, do króćców na cylindrze.
![]()
| Nazwa | Panel wodny z membraną |
| Materiał | Stal węglowa, stop stal,itp. |
| Rozmiar tuby | Φ38 - 76 mm, Personalizacja |
| Standard | ISO, ASME |
| Model | Nabijane |
| Wymiar | Dostosowywanie |
| Proces produkcji | Materiał → Wlewek → Walcowanie na gorąco / na zimno → Obróbka cieplna (normalizacja + odpuszczanie) → Kontrola →Polerowanie→Rura spawanie spoin →montaż →Spawalniczy → Inspekcja → Obróbka cieplna →Hydrauliczna próba ciśnieniowa→Obraz→ Opakowanie |
| Miejsce instalacji | Wokół komory spalania kotła |
Produkcja
Proces produkcyjny: piaskowanie lub polerowanie rur wodnych i cięcie rur do cięcia wzdłużnego, cięcie proste przedłużenie - cięcie 100% RT - cięcie i szlifowanie cięcie spoiny wytwarzanie i spoina pachwinowa płaskich rur stalowych w celu odcięcia 100% kontroli wizualnej, cięcie liniowe i cięcie gięcie rzędów w celu wycinania otworów, cięcia i gięcia rur Wytwarzanie porów 100% RT do produkcji Cięcie płyty uszczelniającej, cięcie prawidłowej linii - ostrze szlifujące ostrze i naddatek - cięcie i fazowanie ciśnienie wody tnącej przecinające kulkę, powlekanie, pakowanie.
Przygotowanie materiału do rur i płaskowników
Ponieważ główną technologią wytwarzania ekranów z rur membranowych jest technologia spawania lekkich rur i płaskowników, bardzo ważna jest jakość powierzchni rur i płaskowników.Przed wejściem do spawarki rurę należy oczyścić za pomocą prostownicy do polerowania (polerowania) rur, aby zapewnić jakość spawania.
Rura składa się z wielu rur i płaskowników, od hut po rury i płaskowniki mają tolerancję produkcyjną, w celu wyeliminowania tolerancji produkcyjnej, która po połączeniu tolerancji skumulowanej nie jest super, ostateczny rozmiar wyglądu, precyzyjna kontrola rura musi być wykończona na szerokości płaskiej stali, płaskiej powierzchni stalowej w tym samym czasie, spełniać wymagania spawania.Przeróbka płaskiej stali na ogół przyjmuje maszynę do wykańczania i czyszczenia stali płaskiej o wysokiej wytrzymałości, która jest wyposażona w specjalne koło wykańczające i prostowanie koło, aby szerokość i rozmiar płaskiej stali były precyzyjne, płaskie ze stali płaskiej proste bez zniekształceń i wygodne do spawania.
Spoina pachwinowa rury
Proces spawania lekkiej rury szczelinowej i płaskiej konstrukcji stalowej przebiega głównie następująco:
1. Automatyczne spawanie w osłonie gazów aktywnych
Grupa mieszanin jej gazu ochronnego jest podzielona na (Ar) 85% ~ 90% + (CO2) 15% ~ 10%.W urządzeniu rury i płaska stal są ściskane przez górne i dolne rolki i transportowane do przodu, które można spawać jednocześnie za pomocą wielu pistoletów spawalniczych.
2. Drutowe spawanie łukiem krytym
Urządzenie to należy do stanowiska spawalniczego na ramie stałej.Obrabiarka posiada funkcje pozycjonowania, zaciskania, podawania, spawania i automatycznego odzyskiwania środka spawalniczego do rur stalowych i płaskowników Technologia ta jest prosta w obsłudze i wymaga mniej na rurze i płaskiej powierzchni stali, ale można ją tylko spawać jedna strona pozycji poziomej, której nie można spawać jednocześnie na górnej i dolnej stronie.
3. Półautomatyczne spawanie elektrodą spawalniczą w osłonie gazowej
Przy spawaniu tą metodą ekran rury powinien być mocowany poprzez spawanie pozycjonujące, a następnie spawanie ręczne palnikiem spawalniczym, przy czym ta metoda spawania nie może jednocześnie spawać dna, ani zapewniać ciągłego i równomiernego spawania wieloma uchwytami spawalniczymi. trudno jest kontrolować odkształcenia spawalnicze. podczas stosowania półautomatycznego spawania elektrodą topliwą w osłonie gazowej do spawania ekranów rur, należy zwrócić uwagę na dobór kolejności spawania i zminimalizować zniekształcenia spoiny. blacha i spoiny pachwinowe specjalnej płyty rurowej, takiej jak pojemnik na zimny popiół i dysza palnika, są zwykle spawane za pomocą półautomatycznego spawania w osłonie gazowej.
Automatyczna linia produkcyjna do spawania do topienia polarnej ochrony przed gazami aktywnymi z membranowych ścianek rurowych jest obecnie najbardziej zaawansowaną technologią i sprzętem produkcyjnym na świecie.Sterowanie automatyczne może być realizowane poprzez podawanie rur, odwijanie płaskowników, wykańczanie, poziomowanie i spawanie.Górny i dolny uchwyt spawalniczy można spawać w tym samym czasie, deformacja spawania jest niewielka, prawie nie ma potrzeby korygowania po spawaniu, więc że geometryczny rozmiar ekranu rury jest dokładny, jakość spoiny pachwinowej jest dobra, wygląd jest piękny, prędkość spawania jest duża, a wydajność produkcji wysoka.
funkcje
1. Solidna konstrukcja
2. Wysoka wytrzymałość
3. Dokładne wymiary
4. Wykończenie odporne na korozję
Zalety
1. Zagwarantowanie szczelności ściany paleniska i ograniczenie nieszczelności komory spalania.
2. Aby osiągnąć pełne chłodzenie wodne komory spalania i wodną ścianę membranową akcesoriów kotła, korzystne jest zapobieganie koksowaniu pod warunkiem dopalania.
3. Pojemność akumulacji cieplnej jest niewielka, nagrzewanie komory spalania jest szybkie, a chłodzenie również szybkie, co może skrócić czas schładzania rozruchu kotła i wyłączenia paleniska.
4. Dobrze jest zastosować ścianę chłodzoną wodą podpartą od góry i może to zmniejszyć obciążenie szkieletu kotła, co jest korzystne dla zwisu.
5. W porównaniu z gołymi rurami, membrana wodna poprawia zdolność pochłaniania ciepła przez rury.
6. Fabryczna ściana wodna z membraną bezpośrednio kotła może poprawić stopień wstępnego połączenia części kotła i zmniejszyć obciążenie instalacji.
Kontrola jakości
1. Powierzchnia produkcyjna 200 000 metrów kwadratowych
2. 80 inżynierów
3. 200 kodowanych spawaczy
4. 30 licencjonowanych inspektorów (instruktorzy NDT poziomu III)
5. Licencje klasy A na projektowanie i produkcję kotłów
6. System jakości ISO 9001: 2015
7. Certyfikat ASME dla kotłów energetycznych
8. Autoryzacja pieczęci ASME „S”, „U” i NB
![]()
Osoba kontaktowa: Miss. Sandy Chen
Faks: 86- 512-58774453
Adres: Adres: N0.1, Dongli Road, Donglai, Zhangjiagang City, prowincja Jiangsu, Chiny
Adres fabryczne:Adres: N0.1, Dongli Road, Donglai, Zhangjiagang City, prowincja Jiangsu, Chiny





